Недавно друг клиента JSR выполнил заказ по проекту роботизированной сварки резервуара высокого давления. Заготовки заказчика имеют различные характеристики, и сваривать предстоит множество деталей. При проектировании автоматизированного комплексного решения необходимо уточнить, будет ли заказчик выполнять последовательную сварку или точечную, а затем полностью использовать робота. Выполнение. В ходе этого процесса я обнаружил, что у него есть сомнения по поводу выбора позиционера, поэтому JSR кратко представила его всем.
Двухстанционный однокоординатный вертикальный позиционер передней и задней бабки
Трехкоординатный вертикальный позиционер VS
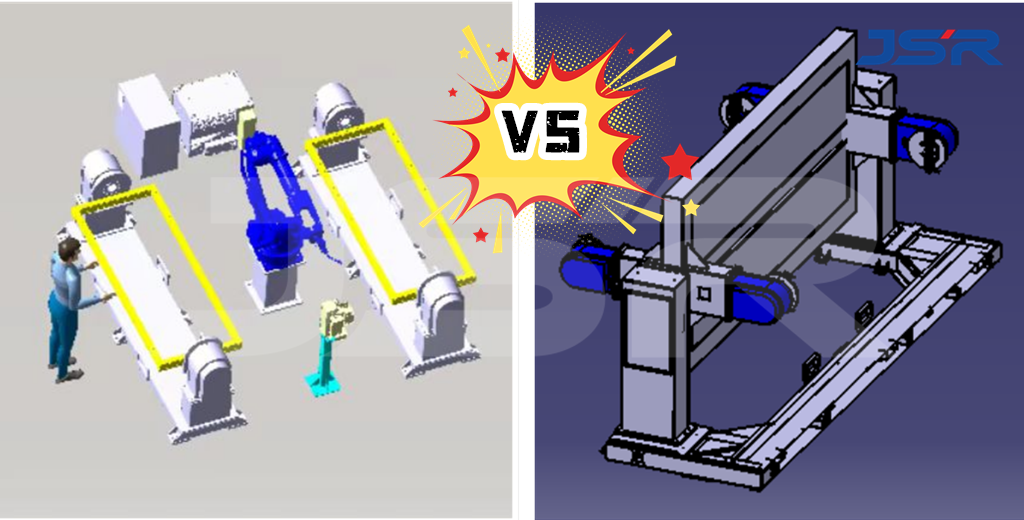
На роботизированной сварочной рабочей станции распространены два вида позиционирующего оборудования: двухпозиционный однокоординатный вертикальный откидной позиционер передней и задней бабки и трехкоординатный вертикальный откидной позиционер, которые имеют свои преимущества в различных сценариях применения.
Ниже приведены сценарии их применения и сравнения:
Двухстанционный одноосный позиционер головной и хвостовой рамы:
Он подходит для ситуаций, когда требуется вращение и позиционирование заготовки в процессе сварки. Например, на линии сварки кузовов автомобилей две заготовки могут быть установлены на двух станциях одновременно, а вращение и позиционирование заготовок осуществляется с помощью однокоординатного позиционера головки и задней бабки, что повышает эффективность производства.
https://youtube.com/shorts/JPn-iKsRvj0
Трехкоординатный вертикальный позиционер:
Идеально подходит для сложных сварочных процессов, требующих вращения и переворачивания заготовок в нескольких направлениях. Например, в аэрокосмической промышленности требуется сложная сварка фюзеляжей самолетов. Трёхкоординатный вертикальный поворотный позиционер обеспечивает многокоординатное вращение и переворачивание заготовки в горизонтальном и вертикальном направлениях для сварки под разными углами.
https://youtu.be/v065VoPALf8
Сравнение преимуществ:
Двухстанционный одноосный позиционер головной и хвостовой рамы:
- Простая конструкция, легкость эксплуатации и обслуживания.
- Возможность одновременной обработки двух заготовок повышает эффективность производства.
- Подходит для некоторых простых сварочных работ, например, для деталей, требующих одной оси вращения.
- Цена ниже, чем у трехкоординатного вертикального позиционера.
- Сварка переключается между левой и правой станциями. При сварке на одной станции рабочим необходимо загружать и выгружать материалы на другой стороне.
Трехкоординатный вертикальный позиционер:
- Он может осуществлять многоосевое вращение и переворачивание и подходит для сложных сварочных задач.
- Во время роботизированной сварки рабочим необходимо выполнять загрузку и выгрузку заготовок только с одной стороны.
- Обеспечивает большую гибкость и точность позиционирования, что позволяет удовлетворять требованиям различных углов сварки.
- Подходит для деталей с высокими требованиями к качеству и точности сварки.
Подводя итог, можно сказать, что выбор подходящего позиционера зависит от конкретных требований к сварочной задаче, включая такие факторы, как сложность заготовки, угол сварки, эффективность производства и требования к качеству сварки.
Время публикации: 20 февраля 2024 г.
